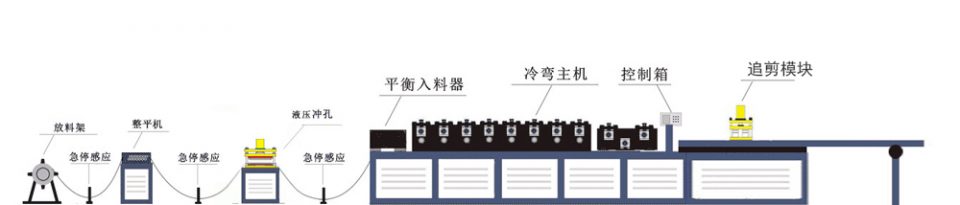
一. 冷弯成型主机配置
- 主机12组轧辊。
- 主机配3.5KW电机,250减速机。
- 机架采用80#槽钢焊接,机台铺20mm钢板经龙门飞平面,电脑锣安装基准。
- 夹板厚22MM,精磨平面,水平轴直径φ42,键 12mm
- 轧辊材质:采用 Cr12moaV模具钢,热处理:HRC58-60,精车轧辊表面。
- 伺服追踪剪切
- 剪切, 刀模采用Cr12mov模具钢,63#油缸,3.75KW液压电机。
- 传动主链带齿,1寸链,齿轮厚30mm。
- 轴采用上轴6207,下轴6208轴承
二、配套冲孔机
- 液压电机采用5.5KW,配100#油缸
- 冲孔模一套。
三、冷弯型材质量要求
1设备生产速度,1分钟10米左右,1.5米一条
2.保证直线度±1MM,产品不扭曲变曲。
3.加工材料厚度1MM,加工长度误差±0.5MM
四.电控整体配置
1.PLC控制系统,触摸屏操作。